Bloom/Bar/Billet Length Measurement System

Bloom/Bar/Billet Length Measurement System:
Steel Industry
It is vital to optimally utilize raw materials and manpower in the steel industry for sustained success and business growth. Thus, steel production plants are highly mechanized with the automation of the process to ensure end-products are consistent and compliant with the quality standards.
With an aim to cater to the evolving, unique needs of the steel manufacturing industry, we have designed the highly-customizable ETXpro Vision System. It comes with the capability to reduce the downtime significantly and ensure the quality of the products delivered.
Application of ET Xpro in Steel Manufacturing:
- Bloom/Billet/Bar Length Measurement: ET Xpro’s BLM length measurement system enables highly-accurate, non-contact length measurement of hot blooms/billets/bars. It can be customized to measure products of varying sizes and positions.
- Surface Inspection: The ET Line scan can inspect the surface of hot bars/Bloom/Billets and identify the presence of even minute defects, at a high speed.
Scaling Inspection: It can be configured to assess the scaling percentage of products at high temperatures and provide recommendations for descaling.
Location: Blooming Mill
Issues: The blooms are supplied based on the length specified by the clients. A scale is drawn on the roller table to help the operator view the length of the bloom from the pool pit and cut it based on the pre-specified sizes. Due to the possibility of parallax error and manual cutting of the product, there is a high possibility of inaccuracies in cutting thereby increasing the “giveaway”
A laser doppler gauge provides a high accuracy measurement of the hot blooms/slabs/blooms and billets. The gauges illuminate the measured surface with an interference pattern created by the intersection of two laser beams. The alternating bright and dark interference fringes modulate the light scattered by the object with a frequency proportional to the object speed. This scattered light is detected by a photodiode and the electrical signal digitally processed to determine the frequency and hence the speed. Object length is then calculated by integrating the speed measurement over time.

LASER DOPPLER GUAGE
Limitations of the doppler gauge: The gauge can measure the length only at a certain distance known as the standoff distance. Beyond this distance, the gauge will not be able to measure the length. This is an issue due to the varying size of the blooms.
SOLUTION: The system provides the user with an accurate measurement of length and provides outputs to precisely cut the bloom at the desired length. The issue of varying sizes is rectified by mounting the gauge on a moving actuator. The actuator helps maintain the gauge at the standoff distance irrespective of the position/ the size of the bloom.
How Is it done?
Bill of Material:
- Doppler Gauge-1
- Laser Displacement sensor-2
- Hot metal detectors-2
- Actuator
- PLC unit
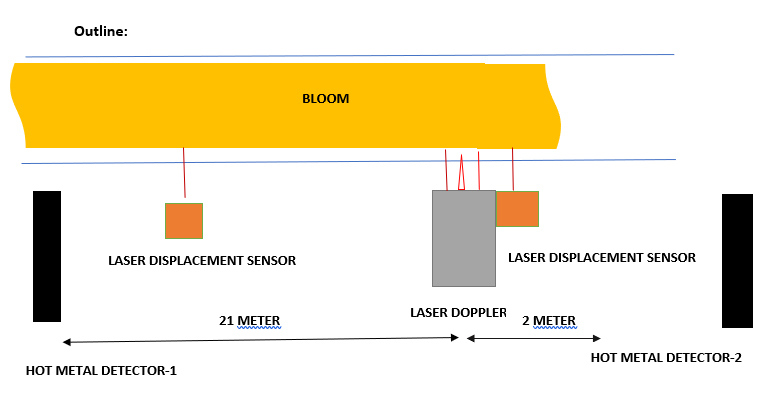
Overcoming size variations: As the bloom exits the roughing mill, the laser sensor tracks the position of the bloom and positions the laser doppler within the standoff distance. Since the movement of the bloom may vary, an additional laser sensor is mounted beside the doppler gauge. This helps the gauge for finer adjustments when there is a zig-zag movement of blooms over the roller table.
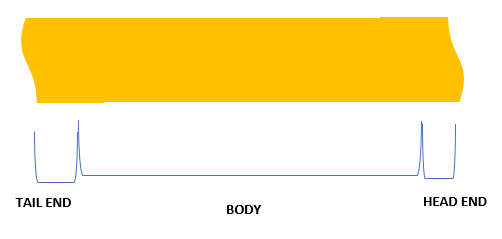
Overcoming deviations due to fishtail at the head and tail:
The Bloom exiting the roughing mill will have improper head and tail end. It is necessary to optimize the cutting of these ends as excess cutting would lead to unnecessary wastage. To prevent excess cutting, we employ two HMD sensors (Hot metal detector) which will detect the peak and will reset the gauge upon entry and the exit of the bloom
Working :
As the bloom enters the roller table, HMD-1 senses the bloom and resets the previous values. As the bloom moves further, the laser displacement sensor tracks the position of the bloom and moves the doppler to the measurement position. As the bloom reaches the doppler gauge, the instruments start to measure. The laser displacement sensor next to the gauge provides finer adjustment when there is a slight variation in the bloom’s position. The end of the bloom signal is provided by the HMD-2
Copyright by @ Earth Tekniks. All Rights Reserved